


De brede inzetbaarheid en het toenemende gebruik van VVVS-machines is eenvoudig te
verklaren. Met een enkele machine kunnen namelijk de meest uiteenlopende zakvormen
geproduceerd worden en zo ook verschillende producten verpakt worden binnen kleine productieorders. Dit wordt mogelijk gemaakt door een grote variëteit aan eenvoudig te vervangen onderdelen zoals vormschouders en vormpijpen. Zo zit chips meestal in een eenvoudige, kleurig bedrukte, kussenvormige zak, terwijl breekbare koekjes in een luxe, transparante blokbodemzak worden aangeboden. Beide zakken zijn door één machine te produceren.
Uitdaging
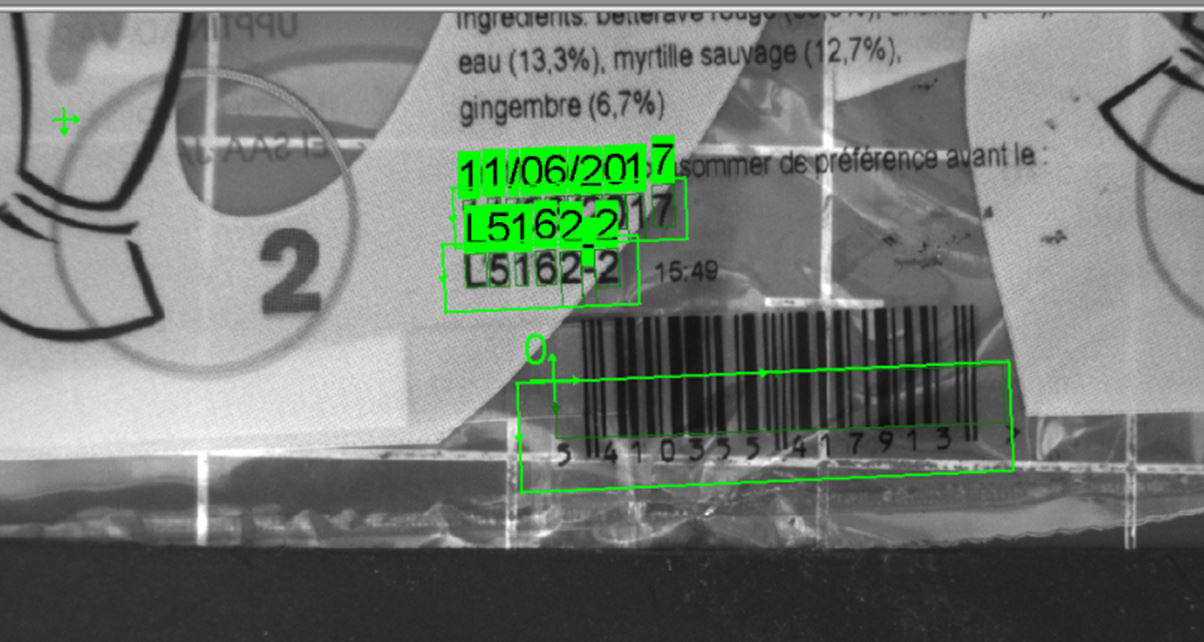
Vrijwel elke zak moet van één of meerdere codes of andere gegevens voorzien worden:
een houdbaarheidsdatum (THT), barcodes, productiecodes, ingrediëntendeclaraties en
bijvoorbeeld een afvulgewicht. Voor deze codes worden bij VVVS-machines meestal thermotransferprinters gebruikt. Deze printers drukken de gegevens met een druklint en een verwarmde printkop. Voor de producent is het moeilijk te controleren of de code correct geprint wordt, goed gepositioneerd staat én de correcte info op de folie plaatst. Dit is uiteraard wel essentieel en om dit te garanderen maakt men gebruik van machine vision.
Toepassing bij Crop’s NV
Op vraag van Crop’s NV heeft Isotron Systems een haalbaarheidsstudie uitgevoerd
om de aanwezige THT-code, barcode en productiecode te controleren op de verpakking
van diepvriesgroenten voor de firma Crop’s. Doel is het bewaken dat de juiste gegevens
correct op de verpakking gedrukt worden, overeenkomstig met de productieorder. Na
een positieve studie werd een test op de verpakkingslijn geplaatst. Voor de uiteindelijke
uitwerking is er samengewerkt met verschillende firma’s. Desmet Engineering zorgde
voor het mechanisch ontwerp en de installatie. Programmering en configuratie werden
verzorgd door AMVS.
Uitwerking
Als centrale verwerkingsunit is gekozen voor een Unitronics UniStream PLC + HMI met
7-inch touchscreen. Deze verzamelt input van de operator, die een recept met bijhorende
parameters kiest. Op de folie zijn markeringen aangebracht welke het begin van
een nieuwe zak aanduiden. Deze worden door middel van een Tri-Tronics LabelEye
sensor binnen gelezen en geven een puls naar de UniStream. Een Hengstler encoder
met loopwiel telt vervolgens het aantal stappen en geeft deze ook door aan de PLC. Afhankelijk van het recept is aan de hand van het aantal pulsen bekend wanneer de THT code in beeld komt en de camera een foto dient te maken. Door middel van de Cognex In-Sight 7200 camera en bijhorende pulsbelichting wordt een beeld gemaakt van de THT-code en productiecode. Deze worden door de interne OCR databank
vertaald naar karakters en doorgestuurd naar de PLC. Deze camera kan ook de barcode
inlezen, maar aangezien sommige zakjes te groot zijn voor de FOV (field of view) van de
camera, is gekozen voor een additionele barcodescanner: de Dataman 262Q.
Deze krijgt op dezelfde manier als de camera een trigger van de PLC.
Deze laatste controleert of de doorgestuurde codes en barcode overeenkomen met de ingevoerde data door de operator en/of het gekozen recept. Indien er een fout wordt geconstateerd, dan zal een dubbele zak gevormd worden. Op deze manier is er geen productverlies. Na verschillende fouten binnen een bepaalde tijd wordt de machine stilgelegd.
Uitbreiding
In een latere fase wenst men dat het productiemanagementsysteem de data automatisch
aanlevert aan het controlesysteem. Momenteel dient een operator nog een recept
te kiezen op de machine welke aan de camera doorgeeft welke velden volgens bepaalde
parameters gecontroleerd moeten worden. In de toekomst wordt deze stap dan ook geautomatiseerd. Manuele bediening blijft dan wel steeds mogelijk.